We are working with our industry clients locally and internationally to develop finished products using BOPE as a building block in the race for recyclable mono structure packaging. TF-BOPE manufacturing is a significant step change for polyethylene production with leading resin producers Sabic, Nova chemicals and Dow accelerating development of cutting-edge resins to support the Tenter-frame production of LLD-BOPE or HD-BOPE.
Tenter-frame production to bi-orient PE resin can be exacting on plant and process as nearly all manufacturing plants globally until very recently only extruded BOPP or BOPET as core production. One of the fundamental challenges for BOPE output is the lack of heat resistance in traditional PE resins. Heat resistance and stiffness is lacking in LLDPE compared to BOPP, BOPET. Development of resins for LLD-BOPE and HD-BOPE and the subsequent development of equipment by companies like Brueckner who built a hybrid tenter-frame machine to support both BOPP/BOPE production will increase speed to market of BOPE.
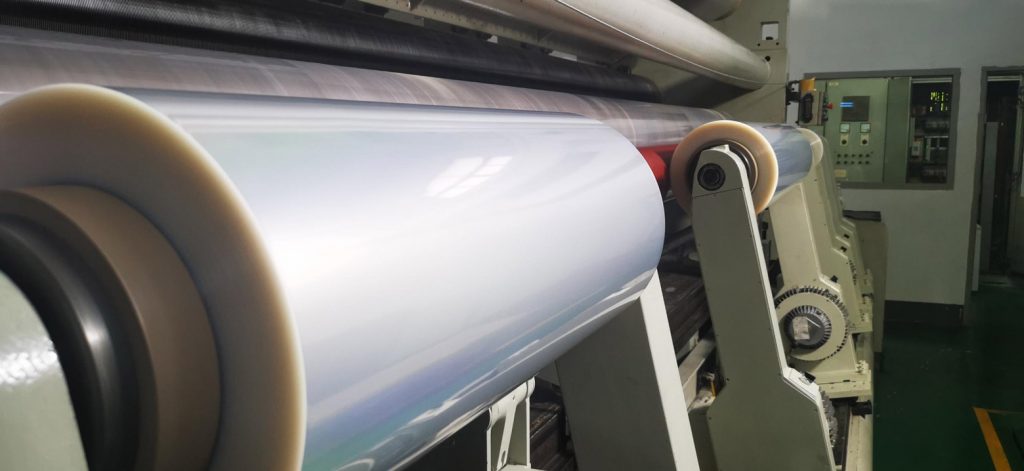
Current BOPE production for commercial use has been undertaken on adapted existing tenter frame machines. BOPE is stretched in two orientations with machines being up to 10m or more wide and running to over 100m long at some of the larger plants. Typical BOPP orientation is 5 x MDO and 9x TDO – well beyond the limits of conventional PE resins which do not have this stretchability. TF-BOPE resins start small, but it is soon at the edge of your line of sight (100m+) as they have been developed to support this intensive process.

Biaxially oriented polyethylene (BOPE) flat surface supports good printability, high mechanical properties and toughness. The 40mu BOPE has the puncture resistance of 90mu blown PE. Resins with custom viscosity and low gels provide a consistency needed for creating perfect and near perfect films. Resin development aligned with rapid adaptation of traditional manufacturing equipment are driving mono-material development supporting sustainability and the circular economy.
Biaxial orientation helps to create many of the properties that excite us about BOPE. A plastic film is stretched in such a way that the polymeric chains are oriented parallel to the plane of the film.
Here’s how it works:
The product development work put into BOPE over ten years by resin producers and film manufactures, will influence change in the production of food packaging and waste creation for the next generation. We are keen to work with producers and brands where the output quality is high and focused on sustainable circular solutions. Lead times on the product are similar to what you work with today. Increased performance, down-gauging potential for various packaging applications will deliver results for your teams, customers and our planet, it’s worth a trial right away.
Reach out to have a chat about how we make BOPE and BOPE film, I’d love to put some in your hands and around your pet food soon.
You’ll not go back to the old materials I think!
— Edward